




Opis Techniczny Narzędzi

Eksploatacja narzędzi skrawających - Informacje, które zwiększą czas pracy narzędzia
Żywotność najlepiej przedłużymy poprzez odpowiedni dobór narzędzi do materiału obrabianego, zgodny z technicznymi parametrami oraz właściwym serwisowaniem (ostrzenie).
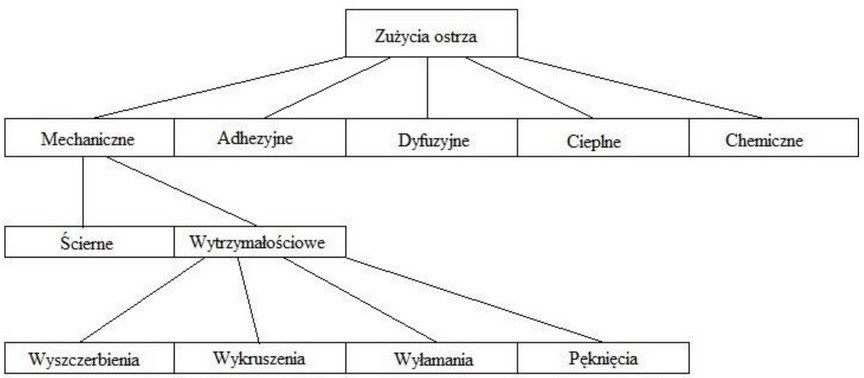
Zużycia ostrzy skrawających spowodowane są szeregiem czynników oraz zjawisk składających się na proces skrawania. Proces ten przebiega w warunkach wysokich temperatur jak również nacisków powierzchniowych. Zużycie ostrzy skrawających składa się z wielu elementarnych procesów eksploatacji przedstawionych w tabeli poniżej:
Zużycie narzędzi jest spowodowane m.in. ciągłym kontaktem z materiałem obrabianym oraz działaniem procesu usuwania wiórów i może być zlokalizowane w m.in. dwóch strefach narzędzi:
- zużycie na powierzchni natarcia, które zwykle powoduje powstawanie wzoru przypominającego krater,
- zużycie powierzchni bocznej lub lejowej, z powodu dużego tarcia krawędzi narzędzia na świeżo obrobionej powierzchni.
Na zużycie narzędzia wpływ również mają:
- geometria narzędzia tnącego, stan maszyny,
- zacisk narzędzia tnącego, prędkość cięcia,
- posuw i głębokość skrawania.
Metody regeneracji w odniesieniu do kształtu oraz powierzchni:
Podczas procesu regeneracji narzędzia skrawającego konieczne jest wcześniejsze uwzględnienie ze zleceniodawcą dokładnych wytycznych. Podstawowe kryteria obejmują:
- Ostrzenie czołowe - narzędzie zostaje regenerowane jedynie po powierzchni czołowej danego frezu, zachowując tym samym oryginalną średnicę narzędzia. W przypadku tej metody często końcówka narzędzia zostaje odcinana do miejsca wykruszenia przy powierzchni bocznej w celu zmniejszenia czasu operacji regeneracji, a następnie czoło
zostaje odwzorowane do oryginału czoła. W przypadku, gdy klient zleci zmianę geometrii na inną zostaje ona wdrożona do programu. - Ostrzenie kompleksowe - w tym przypadku operacjami przeprowadzonymi na narzędziu będzie zarówno regeneracja czoła jak i szlifowanie rowków oraz powierzchni bocznych. Średnica narzędzia ulega zmianie jednak wszystkie powierzchnie są zregenerowane, co w przeciwieństwie ostrzenia czołowego pozwala na zastosowanie narzędziu do pracy zarówno czołowej jak i powierzchniami bocznymi.
- Ostrzenie niestandardowe - współpracując z wieloma przedsiębiorstwami zajmującymi się obróbką materiałów pojawiają się zlecenia narzędzi niestandardowych. Takiego narzędzia klient nie może zakupić nawet u wyspecjalizowanych dostawców, gdyż ci posiadają w ofercie standardowe narzędzia wykonywane w ramach wieloseryjnych produkcji. Po otrzymaniu rysunku technicznego lub wystarczających informacji technicznych operator jest w stanie przerobić bądź wyprodukować z półfabrykatu niestandardową geometrię narzędzia, co daje wiele możliwości współpracy na rynku produkcyjnym.
Przykładowe kryteria stępienia narzędzi:
- pogorszenie się gładkości obrabianej powierzchni,
- wzrost temperatury skrawania czego objawem jest zmiana barwy nalotu na wiórach,
- pogorszenie dokładności wymiaru obrabianego detalu,
- zmiana odgłosu wydawanego przez narzędzie.
Bocheńska Ostrzalnia Narzędzi dysponuje precyzyjnymi obrabiarkami takich marek jak ![]() , służącą do ostrzenia wszelkiego rodzaju frezów trzpieniowych monolitycznych HSS, HM oraz wierteł HSS,HM. Poprawne i systematyczne serwisowanie narzędzi pozwoli na wydłużenie żywotności narzędzi.
, służącą do ostrzenia wszelkiego rodzaju frezów trzpieniowych monolitycznych HSS, HM oraz wierteł HSS,HM. Poprawne i systematyczne serwisowanie narzędzi pozwoli na wydłużenie żywotności narzędzi.
Nasza firma specjalizuje sie również w ostrzeniu narzędzi z płytkami diamentowymi. Realizujemy to za pomocą obrabiarki CNC ![]() .
.
_______





